氮化硅陶瓷替代钨钢圆环:技术逻辑与市场切入分析
在精密机械领域,圆环类部件(如轴套、密封圈、定位环)的材质选择直接影响设备精度与维护成本。传统钨钢(硬质合金)虽占据主导,但在高速、高温、无润滑等工况下逐渐显露性能瓶颈。氮化硅陶瓷凭借其综合力学性能,正成为升级替代的务实选择。本文结合技术指标与市场数据,分析这一替代路径的可行性与落地策略。

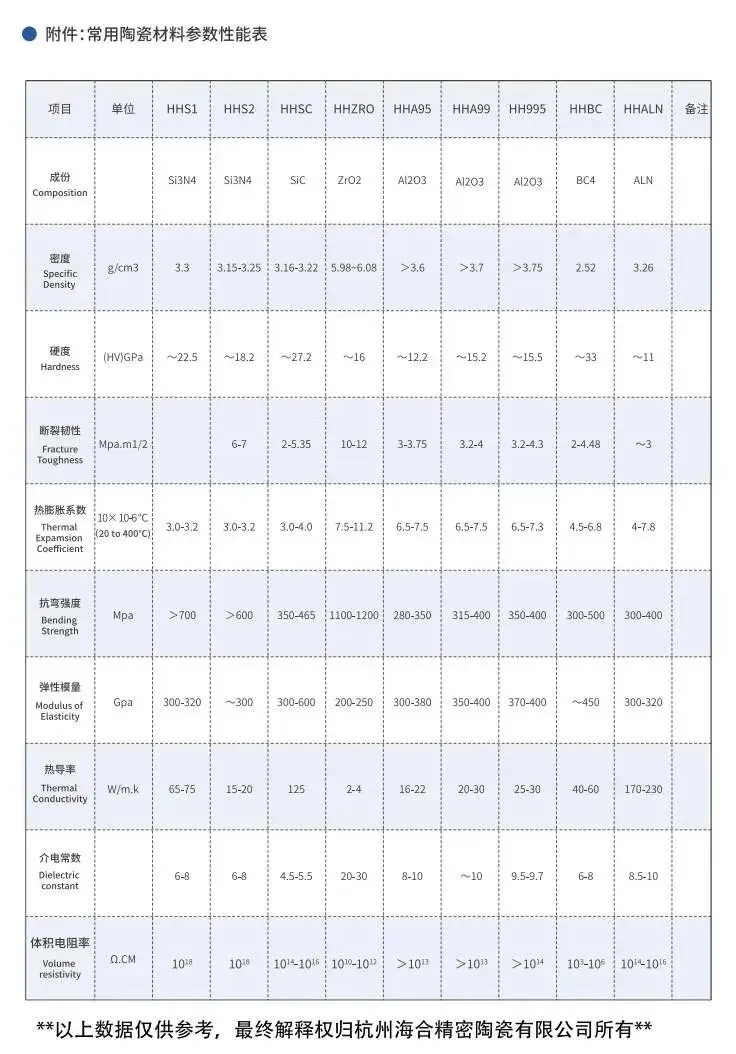
一、产品细节:基于刚性指标的技术对标
替代方案的建立必须始于精确的技术指标对比。钨钢的典型维氏硬度为1200–2000 HV,而热压烧结氮化硅的硬度可达1400–2200 HV,略高于钨钢,仅次于金刚石。更重要的是,高性能氮化硅的断裂韧性可提升至6.5–11.8 MPa·√m,抗折强度达750–1000 MPa,这意味着它在保持高硬度的同时,具备抵抗裂纹扩展的能力。
在摩擦学特性上,氮化硅属于减摩材料,滑动摩擦系数小,具备天然自润滑特性。在润滑不足或失效时,氮化硅圆环不会与金属轴发生“冷焊”,能有效避免抱轴事故,其免维护运行时间远超钢制轴承。高温稳定性方面,氮化硅的室温强度可保持至800℃以上,热膨胀系数仅2.6–3.3×10⁻⁶/K,尺寸变化极小,保证了高温工况下的配合精度。
此外,氮化硅密度约3.2 g/cm³,仅为钨钢的四分之一至五分之一,减重效益显著。在耐腐蚀性上,除氢氟酸外,氮化硅几乎耐受所有无机酸,适用于化工等腐蚀性环境。

二、市场验证与应用案例
全球氮化硅材料市场正处于稳步上升期。2025年全球市场规模约为1.39亿美元,其中中国市场规模约2960万美元,约占亚太地区的45.6%。在实际应用中,氮化硅陶瓷轴承、定位块等部件已通过严苛工况验证,使用寿命比金属材料提高数倍。
从钨钢向氮化硅的升级已有成熟案例。例如,在焊接设备领域,有企业成功将焊接头材料从钨钢改为氮化硅,经过五轮样品测试与持续改进,最终在精度和寿命上实现全面超越。国内先进陶瓷企业长期专注于氮化硅、碳化硅等先进陶瓷的精密加工制造,其产品包括氮化硅桨座、散热片、斜孔轴套等,已在多个工业领域积累了丰富的替代应用经验。
三、优劣势分析与产品定位
优势层面:氮化硅圆环的核心价值体现在四个维度——轻量化(密度仅为钨钢1/3-1/5)、自润滑(避免冷焊抱轴)、耐高温(强度保持至800℃以上)、电绝缘(体积电阻率>10¹⁴ Ω·cm)。这些特性使其在需要“终身免维护”的场景中具备显著优势。
劣势与挑战:首先是成本问题,氮化硅的生产需要高纯原料、高温烧结和金刚石磨削,推高了制造成本。其次是脆性风险,尽管断裂韧性已大幅改善,但抗剧烈冲击能力仍不及钨钢。第三是验证周期长,特别是在汽车、半导体等安全关键领域,材料替换需经过严格的测试认证,供应商准入风险较高。
基于上述分析,氮化硅圆环的产品定位应为:替代钨钢的高端精密部件解决方案,重点面向对耐磨性、轻量化、绝缘性有更高要求的应用场景,而非全面取代。
四、场景锁定:优先切入的刚需领域
并非所有使用钨钢的场景都适合替代。从技术经济性角度,以下方向值得优先关注:
高精度加工中心:利用氮化硅的高刚度(弹性模量达320GPa)与尺寸稳定性,要求长期保持定位精度的场合。
高温或真空环境:如焊接设备、热处理流水线,利用其高温强度及自润滑特性,解决润滑失效问题。
新能源与半导体设备:利用其电绝缘性与高导热性(部分牌号热导率85 W/(m·K)),用于特殊工况下的散热与绝缘。国内先进陶瓷企业已有氮化硅桨座等产品的加工经验,可在此基础上延伸至圆环类部件。
化工及食品机械:利用其耐腐蚀和无磁性特点,避免污染。
五、国内外市场行情与竞争格局
从竞争格局看,高端氮化硅陶瓷市场长期由日本京瓷、德国CeramTec等国际巨头占据。但在国内,以本土企业为代表的技术力量正通过技术突破打破垄断。面对每年数十亿且持续增长的国内市场需求——电动汽车、半导体设备产业升级对高精度陶瓷部件的需求激增——本土替代不仅具备成本优势,更在定制化响应速度上展现出灵活性。
六、未来布局建议
展望未来,随着电动汽车及能源系统的发展,氮化硅陶瓷的市场渗透率将持续提升。对于制造商而言,应从两方面着手布局:
一是优化工艺,提高材料断裂韧性并降低加工成本。烧结氮化硅(SSN)因其高机械强度与热稳定性,仍是市场主流工艺方向。
二是深度绑定终端用户,缩短材料验证周期。通过与设备厂商联合开发测试,在具体工况中积累“比钨钢更耐用、更划算”的应用数据,逐步将氮化硅从“可选”变为“必选”。
本土精密陶瓷企业通过提供定制化服务,已在氮化硅精密加工领域积累经验,未来可进一步聚焦特定工况优化材料配方,从单一零部件供应向模块化解决方案延伸,在高端装备的结构升级中占据一席之地。