复合材料终端市场:航空和先进空中交通(2026 年)5
满足对更高生产率的需求
“满足生产需求”已成为航空工业(包括商用和军用项目)的关键理念。过去一年,《复合材料周刊》(CW)发表的许多新闻报道和专题文章都重点介绍了能够提高复合材料部件生产效率的材料和工艺。
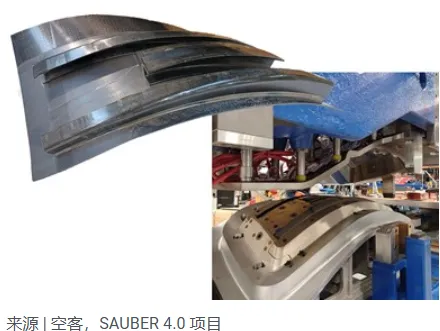
空客及其多家一级供应商已采用树脂传递模塑 (RTM) 技术来加快零部件生产速度,例如在 苏格兰普雷斯蒂克, Spirit AeroSystems(现为空客)的高速扰流板生产线以及LEAP发动机的风扇叶片生产线上均采用了该技术。经过多年的研发——参见用于航空结构件批量生产的HP-RTM 以及用于提高航空结构件产量的双组分环氧树脂 —— 空客旗下公司CTC Stade(德国施塔德)与Airbus Operations GmbH合作完成了智能可持续RTM (SAUBER) 4.0项目(2021-2023年),该项目已将双组分环氧树脂的应用推进到认证阶段。
该项目展示了使用双组分环氧树脂进行多部件RTM成型工艺,避免了预混单组分体系漫长的固化周期和冷藏过程。新型传感器和确保注塑循环及复合材料部件间充分混合的技术是关键所在。通过将感应加热垫集成到RTM模具中,实现了快速均匀加热,并采用定制纤维铺放(TFP)和干式纤维铺放(DFP)技术生产预成型件,进一步提高了工艺速度。
一级供应商韩国航空航天工业公司(KAI,位于韩国泗川)在2019-2023年的项目中,也展示了使用液态树脂模塑工艺生产4.1米×1.5米的曲面机翼蒙皮截面(集成了树脂灌注成型的纵梁)以及1.2米×0.4米的扭力盒验证件。该项目采用了相同的合格树脂灌注成型工艺(SQRTM)。(阅读更多:“KAI展示用于未来机身的热塑性和灌注结构。”)
热塑性复合材料(TPC)是加快大型复合材料结构生产的另一条关键途径。在2019年至2023年的另一项计划中,韩国航空航天工业公司(KAI)开发了一种高3米、宽2米的TPC机身段,其中包括采用自动化纤维铺放(AFP)技术生产蒙皮、采用连续压缩成型(CCM)技术生产纵梁、采用冲压成型工艺生产夹件以及采用回收材料压缩成型工艺生产窗框,并采用感应焊接和电阻焊接进行组装。该公司还生产了一种1.5米长的感应焊接TPC机翼控制面。
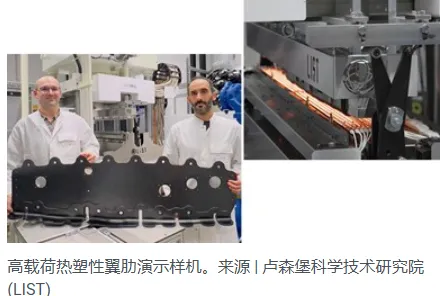
在2021年至2025年期间,一级供应商达赫(Daher,法国南特)开展了高载荷热塑性翼肋验证项目,结合先进的仿真、制造和装配技术,验证了用于未来商用飞机项目的厚层(最多64层)TPC翼肋。达赫的专利直接冲压工艺省去了铺层和冲压之间的加固步骤,从而缩短了生产周期并降低了制造成本。同时,其合作伙伴卢森堡科学技术研究院(LIST)开发的专利红外焊接工艺,能够快速组装两个L形部件形成T形翼肋,从而省去了铆接的成本、时间和物流环节。该项目的主要成果包括:
1与铝相比,重量减轻了 22%。
2与螺栓连接装配相比,装配成本降低 15%,生产周期缩短 25%。
3在飞机的整个使用寿命期间,每根肋条可减少12.5 吨二氧化碳排放。
4采用热塑性材料,可完全回收利用。
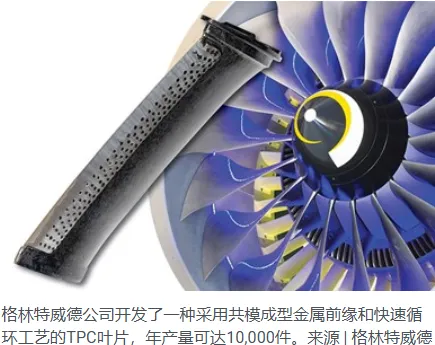
2025年10月, 格林特威德公司 (Greene Tweed,位于美国宾夕法尼亚州库尔普斯维尔) 宣布与全球最大的商用发动机制造商之一达成一项为期10年的协议 ,为其提供50多种采用其Xycomp DLF TPC材料制成的定制零件。这种材料被称为不连续长纤维(DLF),由碳纤维增强PEEK、PEKK或PEI的短切航空级预浸带组成,并采用专有工艺进行压缩成型。该公司目前还开发了一种TPC定子叶片/发动机导向叶片,目标是每台发动机减重4公斤。该公司改进了其HyFusion混合压缩和注塑成型工艺,以满足每架飞机多台发动机每台发动机60片叶片的高产量需求。这项名为ColdFusion的新工艺可将循环时间缩短至20分钟或更短,使用双腔模具每年可生产1万个零件。
Ginger Gardiner
Executive Editor, CompositesWorld