技术丨铝合金笔记本电脑外壳生产工艺研究

齐金星,罗正军,冯林威
(中国力尔铝业股份有限公司,河北邯郸,057650)
摘要:本文结合生产实际,针对笔记本电脑外壳用铝板在生产过程中存在的一些缺陷进行了分析,提出了预防及解决措施,对铝合金笔记本电脑外壳生产过程中的一些关键工艺技术进行了研究探讨。
关键词:铝合金;笔记本电脑外壳;缺陷;预防及解决措施
Abstract: In connection with the production process of the laptop case which is made by aluminum alloy, this text analyses some shortcomings .It also raise prevention and treatment. Some key technologies are studied and discussed in this paper.
Keywords: aluminum alloy;the laptop case, shortcomings, prevention and treatment
1 概述
铝合金具有强度高,耐高温、耐摩擦、导电、导热性能良好,铝合金制成的笔记本电脑外壳,具有质量轻、厚度薄、强度高、耐候性好、散热快、屏蔽性好等突出优点,笔记本电脑外壳原来使用的工程塑料(PC+ABS)由于质量较重,强度较差,导热性能差,无法屏蔽电磁辐射,逐渐被铝合金所取代。
2 笔记本电脑外壳板材生产过程中主要存在的问题
笔记本电脑外壳是通过把挤压出的板材经CNC加工后再表面处理最终制得成品的,作为高端电子产品,外壳具有保护功能和极强的装饰性,所以对于机械性能和外观要求都非常严格,尤其外观要求,较一般用铝合金型材高出很多。
经CNC加工和表面处理后的铝外壳,不允许有黑点、杂点、划痕等肉眼可观察到的缺陷,因为采用的加工均为数控加工,故对加工前的铝板尺寸要求非常高,给生产带来了很大的困难,我公司专门成立了攻关小组,在经过试生产——查找问题——缺陷分析——工艺改进等一系列工作后,实现了批量生产,达到了70%-73%的行业内较高的成品率。
在生产过程中容易出现的产品缺陷:机械性能偏低、平面间隙超差、尺寸精度超差、缩尾、氧化物夹杂或其他渣点、成层、气泡、起皮等。
3 产品缺陷产生的原因分析
3.1 机械性能偏低
铝合金笔记本电脑外壳用板材为6063 T6状态,机械性能不达标的主要原因有:① 合金成分不达标,合金强化相含量达不到规定要求;② 挤压或时效工序的热处理工艺不到位。
3.2 平面间隙超差
将型材放在平台上,型材借自重达到稳定时,沿宽度方向型材与平台之间的最大间隙值为平面间隙,笔记本外壳板材对平面间隙要求较高,在0.2mm以下,平面间隙产生的原因主要是型材壁的两面金属流动不均或精整矫直配辊不当。
3.3 尺寸精度超差
型材各部分尺寸超过了型材断面图纸尺寸的公差要求称尺寸超差,生产过程中主要的尺寸超差在壁厚方面,产生的原因主要有模具设计时预留尺寸不合理,或模具挤压时产生变形,或拉伸矫直时拉伸率控制不当等因素造成的。
3.4 缩尾
缩尾主要是因为金属供应不足造成的,在挤压过程中常见的有中空缩尾和环形缩尾,其中中空缩尾是由于挤压垫片上有油污和挤压残料留的太少,造成金属供应不足而形成的中空漏斗状缩尾,环形缩尾主要是由于挤压过程快结束时,变形区内金属供应不足,迫使金属沿挤压垫片周边发生横向紊流,把边部及侧表面处较冷、粘有油污的金属回流而卷入制品中造成的。
3.5 氧化物夹杂或其他渣点
产生夹渣的原因主要有两方面,一种原因是铸锭生产过程中精炼除渣和过滤环节没有完全将非金属夹杂物截住,从而残留在铸锭中,另一种原因是铸锭表面的非金属夹杂物带到挤压筒内,没有及时清理挤压筒,而带入型材中。
3.6 成层
成层是一种无固定分布规律的挤压缺陷,多以不连续的圆形或弧形的薄层分布在挤压制品的边缘,可见到明显的壳状分层,一般出现在产品的尾端。成层产生的主要原因是铸锭表面粘有油污尘土,或挤压筒前端工作部分磨损较大,造成前端弹性区周围脏污金属的堆集。挤压时沿着弹性区滑动而被卷入制品的周边而形成。
3.7 气泡和起皮
气泡或起皮是指挤压品表面出现的凸起或破裂的泡,在挤压方向多呈线状方式排列。主要原因是铸锭内部组织有疏松、气孔、内裂等缺陷,或填充阶段挤压速度太快,排气不好,将空气卷入金属中所造成。
4 对于生产缺陷的预防及解决办法
4.1 保证机械性能的解决方法
4.1.1 化学成分及内部组织控制
我公司采购了专门提供苹果电脑板用铸锭的某家铸锭供应商,制定了比GB/T3190-2008更加严格的内控标准,按照内控标准进行验收,保证合金的强化相Mg2Si的含量在合理范围内。
表1 铝合金笔记本电脑外壳生产用铸锭化学成分内控标准
|
Si |
Mg |
Fe |
Cu |
Mn |
Zn |
Ti |
Cr |
Al |
|
0.37-0.44 |
0.47-0.55 |
<0.12 |
≤0.10 |
≤0.10 |
≤0.10 |
≤0.10 |
≤0.10 |
余量 |
在订购铸锭时,要求铸锭进行均匀化处理,进厂检验除进行化学成分检测外,还参照《GB/T 3246.2-2012变形铝及铝合金制品组织检验方法 第2部分:低倍组织检验方法》进行低倍组织检验。
4.1.2 生产工艺控制
挤压工艺参数见表2。
表2 铝合金笔记本电脑外壳用型材挤压控制参数
|
铸锭加热温度 |
挤压筒温度 |
模具温度 |
挤压出口温度 |
挤压速度 |
矫直率 |
时效温度 |
保温时间 |
|
510℃±10℃ |
440℃ |
490℃ |
530℃±5℃ |
8-10m/min |
0.7%-1.0% |
175℃±5℃ |
8H |
我们使用了短锭梯度快速加热炉(见图1),短锭快速加热,由于加热速度快,能保证Mg2Si不会在加热过程中从过饱和固溶体中析出,有利于保持铸锭均匀化处理后的状态,短锭梯度加热,有利于产品力学性能的一致性。

图1 短锭梯度快速加热炉
为保证达到较高的力学性能,淬火过程需要有足够快的冷却速度,而却速度越快,型材的残余应力、残余变量就越大,型材就越容易变形,无法保证尺寸精度,经过试验对比,我们选择了风冷、风雾混冷、高压喷水三合一的在线淬火系统,风冷示意图见图2、雾冷示意图见图3,淬火系统分为上下两部分,下部淬火槽固定,上部风箱和水罩可升降,风冷系统的排风口、雾冷系统的喷雾头以及水冷系统的喷淋头均以挤压机中心线为中心,围绕中心线平均分布,每一列排风口、喷雾头和喷淋头都可以单独开启和关闭,可以根据出材的形状差异进行风量、雾量和喷淋量的调节,产品周向各点可以均匀冷却,有效控制了淬火过程中的弯曲变形。
在实际生产过程中,前4-5米,使用了风雾混冷,将产品温度降至200℃左右,再使用1-2米喷淋,使温度降至100℃以下。
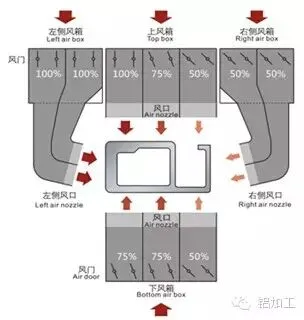
图2 在线淬火系统风冷示意图
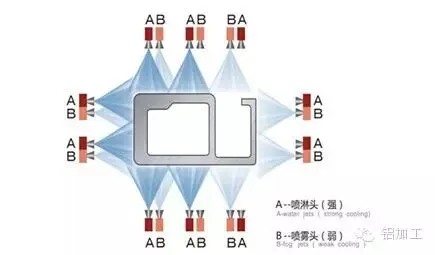
图3 在线淬火系统雾冷示意图
时效温度采用了175℃±5℃,保温8小时的时效制度,最终产品硬度控制在80-95 HV。
4.2 针对平面间隙超差的解决方法
4.2.1 采用有效修模的方法来改善制品的平面间隙,模具流速不均造成平面间隙,可以通过改变导流坑的大小或角度,或者改变工作带的长短来有效调整金属流速;
4.2.2 利用精整机来修正制品的平面间隙,通过合理配置精整机的辊片高度和位置,将凹凸部分进行整形;
4.2.3 使用在线精整的方式来修正制品的平面间隙,在原挤压机出口导正装置处加装轴承座和辊片,由于出口处温度较高,较易整形,可以将模具出料的少量平面间隙缺陷进行矫正。
我公司主要采用了修模与在线精整的方法来控制平面间隙。
4.3 针对尺寸精度超差的控制措施
4.3.1 严格控制挤压温度和挤压速度;
4.3.2 拉伸矫直时,严格控制矫直率0.7-1.0%;
4.3.3 出现尺寸超差时,修正模具工作带,确保金属流动均匀
4.4 针对缩尾现象的控制措施
4.4.1 在铸锭加热前,检查表面,保证铸锭表面干净,加温时,从300℃-510℃分六区进行梯度加热,确保加热均匀;
4.4.2 提高模具和挤压筒的表面光洁度,及时清理挤压筒;
4.4.3 禁止在挤压垫片上抹油或用油布擦挤压垫;
4.4.4 严格控制留余残料和切尾长度,前端废料留1米,尾端废料留出料总长的20%左右,压余留铸锭直径的2%-2.5%;
4.5 针对氧化物夹杂的控制措施
由于我们采用的是外购专用铸锭,在生产过程中主要控制定时清理挤压筒周边的污染金属层,当挤压筒工作部分超差时,及时更换挤压筒内套。
4.6 针对成层的控制措施
4.6.1 提高铸锭表面的清洁度;
4.6.2 提高挤压筒和模具表面光洁度,及时更换严重磨损超差的挤压筒和挤压垫;
4.6.3 减少挤压垫直径与挤压筒内径差,可以减少挤压筒内衬中残留的脏污金属。
4.7 针对气泡、起皮的控制措施
4.7.1 及时更换磨损超差的挤压筒内衬;
4.7.2 挤压填充时的速度减慢;
4.7.3 严格操作,正确剪切残料和完全排气;
4.7.4 采用短铸锭梯度加热法,短铸锭,不会产生长铸锭那种热剪口的裂纹,排气可以彻底,梯度加热可以使铸锭头部温度高、尾部温度低,填充时头部先变形,而筒内的气体通过垫片与挤压筒壁之间的间隙逐渐排出。
5 结束语
铝合金笔记本电脑外壳因其较高的强度、较好的耐候性、良好的屏蔽性等优点逐渐被笔记本设计制造人员所认同,作为铝型材生产厂家,我们提供笔记本电脑外壳的加工坯料,为了最终产品的性能优良,通过一系列控制措施减少产品缺陷的发生是非常必要的,通过我们实际生产中的问题总结分析,可以为行业内其他企业的生产提供一些思路与借鉴。
参考文献:
[1] 吴锡坤,铝型材加工实用技术手册,中南大学出版社
[2] 肖亚庆,谢水生,刘静安等,《铝加工技术实用手册》,冶金工业出版社 2005
[3] 麦鸿杰,挤压铝型材在线精密淬火技术应用
本文来源:铝加工
本公众号所有内容,凡注明“来源:铝加工”的所有文字、图片和音视频资料,版权均属本公众号所有,任何媒体、网站或个人在转载时请务必注明“稿件来源:铝加工(al-processing)微信公众号”,谢谢合作。

扫描或长按二维码,关注铝加工微信
广东省有色金属学会铝加工专业委员会,成立于2010年11月13日,组织了国内外的铝加工及其相关行业的企业、科研机构和大专院校的专家、学者、工程师和技术人员,是广东省铝加工行业技术、学术交流的专业性组织。欢迎行业人士入会共同交流!
广东省有色金属学会铝加工专业委员会 联系方式
联系人:何伟东、李嘉豪、冯日明
地址:广东省佛山市南海区大沥镇桂和路广东有色金属技术创新中心二楼
电话:86-757-83689986、83689928
传真:86-757-83689968
邮箱:alpc@alpc.org.cn
网址:www.alpc.org.cn
铝博士网
全国服务热线:4008-602-168
总机:0757-81188070
广告专线:18934377070
网址:www.albiz.cn
微信公众号:albiz_cn